Minimum Bend Radius Mild Steel Sheet
Minimum Versus Recommended Inside Bend Radius

Bending Basics The Fundamentals Of Heavy Bending

Analyzing The K Factor In Sheet Metal Bending
Sheet Metal Forming

Bending Basics The Hows And Whys Of Springback And Springforward

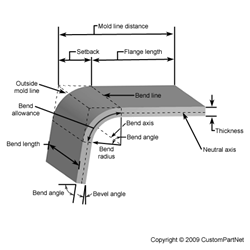
Bend Allowance Sheetmetal Me

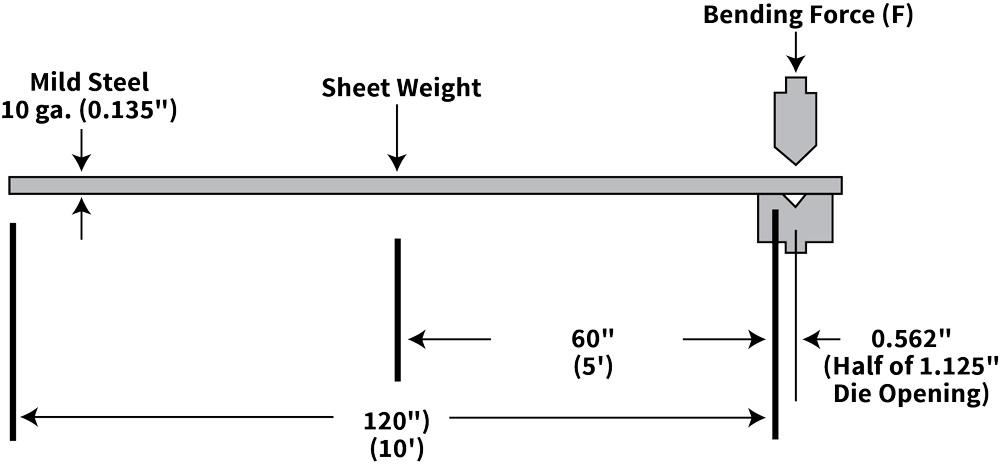
The lowest common bench capacity is around 100 tonnes.
Minimum bend radius mild steel sheet. The minimum bend radius data shown in these charts is measured to the inside of the bend. When designing sheet metal parts and enclosures it is helpful to use these values as the basis for your design. Steve benson the president of asma llc shares a handy rule of thumb for determining the minimum bend radius for steel forms. Thick grade 350 and 400 may have a minimum bend radius of 2 5 times the material thickness when transverse bending while longitudinal bending may require a minimum bend radius that s 3 75 times the material thickness.
Again the minimum inside bend radius is even larger when bending with the grain. 4 0 5 2. Determining the minimum internal radius for a bend in sheet metal. It is most economical to use a single bend radius throughout the design but if necessary you can utilize multiple radii.
So in this case the minimum inside bend radius is 2 times the material thickness. Let s say i have a 2 mm thick sheet and i want to bend it. I can now see that the minimum flange length is 8 5 mm for such a bend so i have to keep it in mind when designing. This tool allows you to determine tonnage internal radius v die opening and minimum flange you just have to insert the characteristics of the sheet metal to be bent.
The required die width is 12 mm and tonnage per meter is 22. Thick grade 350 and 400 may have a minimum bend radius of 2 5 times the material thickness when transverse bending while longitudinal bending may require a minimum bend radius that s 3 75 times the material thickness see figure 1. Now multiply that answer by the plate thickness. An air bend force chart or force chart breaks down a number of key components of sheet metal bending in an easy to reference format.
To keep it simple i also use a 2 mm inside radius. Discover all our calculation tools in the calculators section of the top menu. Being able to read a bend force chart is crucial for any brake press operator and sheet metal engineer. Bend radii minimum bend sizes.
Bend radii and minimum bends are limited to certain values or ranges which are determined by the equipment and tooling combinations available to the manufacturer. Finding the true minimum bend radius for steel or aluminum plate requires a little research. The gauge inside radius die opening and minimum flange length are all interconnected through different equations and relationships the air bend force. In steel between 0 5 and 0 8 in.
Use this document to choose values that are both manufacturable and meet your needs. If the material is 0 5 in. In steel between 0 5 and 0 8 in. The minimum inside bend radius is even larger when bending with the grain.
This value will vary by grade. Note that this is just a rule of thumb. Divide 50 by the material s tensile reduction percentage as specified by your supplier. Since commercial sheet metal bending can be done with less concern for stresses caused during forming operation the radius can be near zero for thin sheet metal.

Sheet Metal Design Guide Geomiq

Pin On Instagram
5 Sheet Metal Design Tips For Easy Manufacturing Bright Hub Engineering

Pin En Workshop
Sheet Metal Bending
What You Need To Know About Bending Sheet Metal Forming
Tips For Bending Sheet Metal Make It From Metal

How To Select A V Die Opening For Press Brake Bending Fabricating And Metalworking

How To Bend Steel Plate Without A Brake Youtube

K Factor Sheetmetal Me

Bending Large Radius Abkant Kaynak Isleri Teknoloji

How To Choose Cut And Bend Sheet Metal Make

Pin En Chapa Metalica

How To Bend Steel Into Benches Metalworking For Beginners Youtube

Homemade Louver Punch And Die Set Custom Metal Fabrication Aluminum Sheet Metal Metal Projects

How To Easily Make A Small Radius Bend In Flat Steel General Fabrication Tip Youtube

Covell 5 16 Round Over Die Set For Pexto 622 Metal Working Tools Metal Shop Metal Tools
Bend Allowance Calculator
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcsiwqlcghpj4cp Mrtny4ounzafwlrd6vjaeues Dirhnv3qle4 Usqp Cau

How To Properly Bend Metal Pipe And Tube At Home Make It From Metal

Sheet Forming Process An Overview Sciencedirect Topics

Sheet Metal Tools Bead Roller Metal Fabrication Tools Sheet Metal Tools Metal Tools
Sheet Metal Hems Sheetmetal Me

Stark Professional Sharper Benchtop English Wheel Workbench Machine Sheet Metal Shaping Bench In Green 61088 H In 2020 English Wheel Metal Bending Tools Metal Shaping

Supercoup Nr1 Nibbler Shears Metal Tools Metal Working Tools Sheet Metal

How To Bend Sheet Metal 13 Steps With Pictures Wikihow

Pin Su Shop Toold

Layout And Forming Part Three

Curved Steel Beams Custom Beam Bending Services

Pin On Metal Working Tools

Shearing Set P1153 Suits Bp 3t Forming Press Youtube Sheet Metal Work Shearing Metal Working
Precision Sheet Metal Bending Bump By Bump

Ats Super Duty Rivet Squeezer Kit From Aircraft Tool Supply Metal Bending Tools Metal Working Tools Sheet Metal Tools

Roll Bending Bending Sheet And Plate Metal Without Edges

How To Bend Square Metal Tubing By Hand The Easy Way Youtube

Pin On Architecture Projects Makuc

High Strength Plate Free Bending Defect Cause Analysis And Solutions Machinemfg

Pin On My Pins

Stainless Steel Tandoor With S S We Are Manufacture And Supply Quality Range Of S S Tandoor With S S Top 2 Havin Commercial Kitchen Manufacturing Home Decor
Https Oneplm Com Wp Content Uploads 2019 06 Siemens Plm Solid Edge Sheet Metal White Paper Pdf

Sheet Metal Shear Sheet Metal Shear Metal Working Tools

Bending Metalworking Wikipedia

