Minimum Bending Radius Copper Sheet

Following Dfm Guidelines For Working With Sheet Metal Sheet Metal Sheet Metal Work Sheet

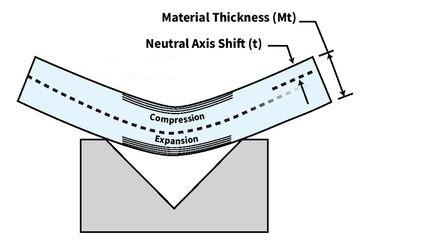
Analyzing The K Factor In Sheet Metal Bending

Online Calculator Of Sheet Metal Bend Deduction And Flat Length Gasparini Industries
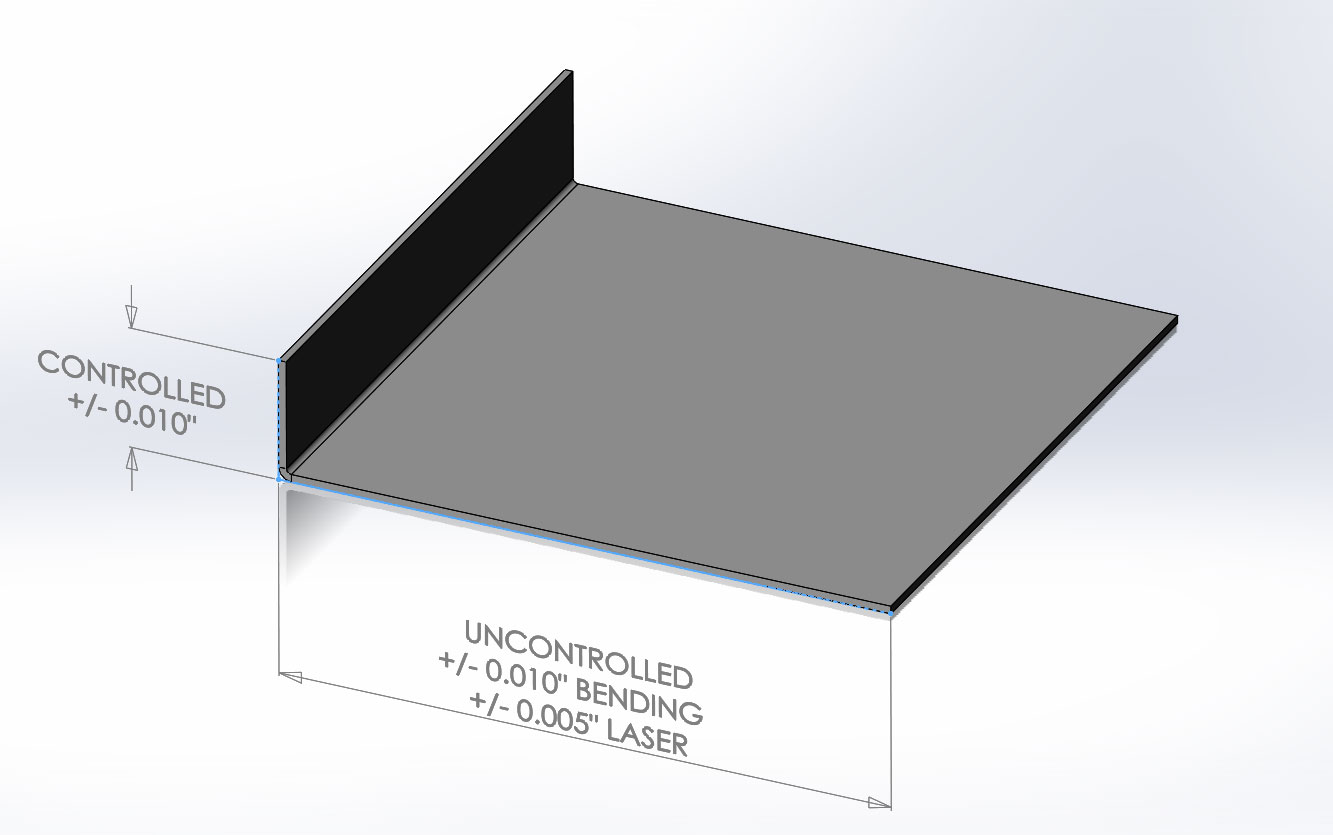
Sheet Metal Bending Tolerances

Sheet Metal Design The Definitive Guide Engineer S Handbook Machinemfg

Bend Allowance Sheetmetal Me
Let s say i have a 2 mm thick sheet and i want to bend it.
Minimum bending radius copper sheet. To keep it simple i also use a 2 mm inside radius. Radii for various thicknesses expressed in terms of thickness t. Tube and pipe bending. The minimum bend radius data shown in these charts is measured to the inside of the bend.
Bend radius is the minimum radius a pipe cable wire sheet cable tube or hose can bend without damaging it including kinking. The minimum bend radius is the radius below which an object should not be bent. The bend radius you select may not be available if the geometry of the part will not allow us to bend with the specific tooling required to achieve that radius. For steel the factor is 1.
The tables below show bend radii and minimum bend sizes for materials and tooling combinations stocked by protocase. In steel between 0 5 and 0 8 in. C opper and coppe r alloy bar can be bent using standard bending methods. For example the minimum bending radius of aluminium is determined by multiplying the sheet thickness by a factor of 2.
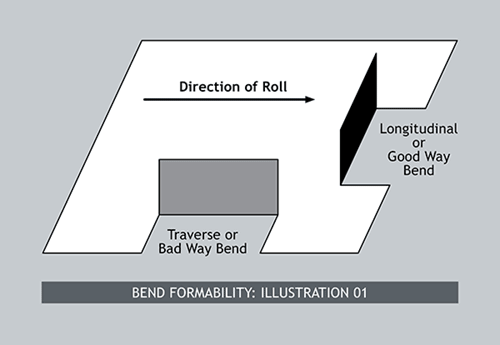
Aluminum minimum bend radii for 90 degree cold forming of sheet and plate. The first uses bending springs and the second a. Most copper pipe tube can be readily bent and two main methods are employed. Thick grade 350 and 400 may have a minimum bend radius of 2 5 times the material thickness when transverse bending while longitudinal bending may require a minimum bend radius that s 3 75 times the material thickness see figure 1.
Material bend radii and minimum bend size charts please note. If copper has to be bent a factor of 1 5 must be used. What is bending radius and minimum bending radius. As a general rule the minimum bending radius for copper bar is equal to the thickness of the bar.
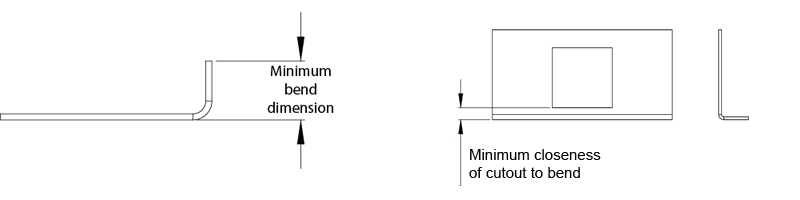
Use the minimum bend dimension values in the charts below for your minimum closeness of cutout to a bend. Per the aluminum association inc. For ordinary low carbon steel plate anti rust aluminum plate yellow copper purple copper etc the inner radius 0 2 is no problem but for some high carbon steel hard aluminum super hard aluminum the use 0 2 radius will lead to bending fracture or the outer radius crack. The smaller the radius the greater is the flexibility of the material.
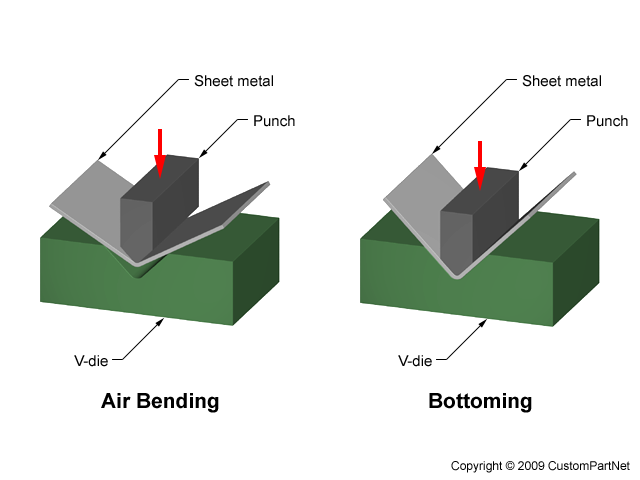
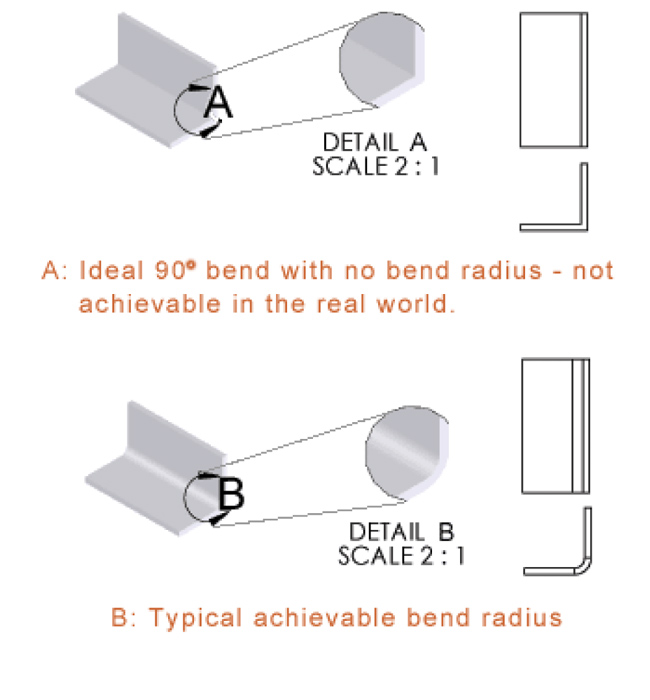
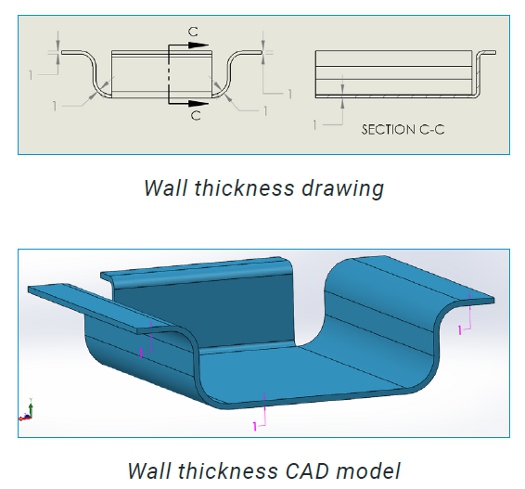
I can now see that the minimum flange length is 8 5 mm for such a bend so i have to keep it in mind when designing. Since commercial sheet metal bending can be done with less concern for stresses caused during forming operation the radius can be near zero for thin sheet metal. The bend radii listed are standard minimum if manufacturing for aircraft and aerospace applications. We go beyond the general rules of sheet metal bending as our customers want tight bend radii for sheet metal parts.
You can check full details in this post.
K Factors Y Factors And Press Brake Bending Precision

Tube Bending Methods More In Http Mechanical Engg Com Carpentry Projects Diy Plans Sheet Metal Fabrication
Sheet Metal Forming

Minimum Bending Radius Something To Pay Attention
Air Bend Force Chart Sheetmetal Me

Tips For Bending Sheet Metal Make It From Metal
Bend Radii Minimum Bend Sizes For Sheet Metal Design

This Cincinnati Webinar Is On The Fundamentals Of Bending Metal With Press Brakes Part 1 Of 2 Metal Fabricators And Product D Press Brake Metal Metal Working

Solidworks Sheet Metal A Beginner S Tutorial All3dp

Making A Radius Bending Fixture For Sheetmetal Youtube

Fab 24 Rainscreen Cladding Gauge Metal Technologists Based In Glasgow Scotland Uk Metal Sheet Design Sheet Metal Fabrication Sheet Metal Art
Sheet Metal Design And Design Considerations

How To Choose Cut And Bend Sheet Metal Make

Sheet Metal Panel Bending Manufacturers Dalsin Industries Inc In 2020 Metal Panels Sheet Metal Metal Bending

Sheet Metal 04 Bend Allowance Spring Back Youtube

Sheet Metal Shear Sheet Metal Shear Metal Working Tools

Bending Metalworking Wikipedia

K Factor Sheetmetal Me
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcrtmripjkdcmrx4rqo4zprhcpcpvghteup3mbosbuaojrmc Fpm Usqp Cau

Covell 5 16 Round Over Die Set For Pexto 622 Metal Working Tools Metal Shop Metal Tools

Band Saw Blade Sizes Bandsaw Band Saw Blade Bandsaw Projects

Sheet Metal Manufacturing The Definitive Guide Blog

These Oval Side Tables Are Made From Fluted Glass Overlaid With A Gradient Colour Film Then Sealed With Another Cl Furniture Contemporary Furniture Side Table

Image Result For Abstract Popsicle Stick Sculpture Lamp Modern Table Lamp Natural Table Lamps
Designfax Technology For Oem Design Engineers

Sheet Metal Forming Process Ch Ppt Video Online Download

Pin En Porton

Tubing Dies Edge Bender Square Tube Die Round Dies Metal Bending Tools Ring Roller Metal Bending
Bend Allowance Calculator

Tig Welded Aluminium Sheet Metal Housings With Fully Seam Welded Corner Joints Http Www Vandf Co Uk Plant List Welding

Sheet Metal Design Considerations Maximum Amount Of Bend
About Y Factor And K Factor

Aluminum Sheet Metal Toolbox Aircraft Rivets Cross Drilled Handle Bead Rolled Panels A Fun Sheet Metal Fabrication Sheet Metal Crafts Aluminum Sheet Metal

Horizontal Sloped Faceplate 4 Port Office Slate Fiber Optic Furniture Design
Sheet Metal Hems Sheetmetal Me
Ductility And Bend Formability Fisk Alloy

Mknci Com Panosundaki Pin

Large Radius Tube Bender Metal Tools Metal Workshop Metal Bending

How To Bend Sheet Metal 13 Steps With Pictures Wikihow

Pin By Bezalel Haberman Browns On Shop Metal Bending Tools Metal Working Tools Metal Workshop

Pin By Joe Mcglynn On Pullmax Metal Shaping Metal Fabrication English Wheel

Sheet Forming Process An Overview Sciencedirect Topics